Impossible de charger la disponibilité du service de retrait
La scie à ruban pour métaux CORMAK HBS320 est une machine d'atelier robuste destinée à la découpe précise de profilés, tubes et pièces pleines. Elle est équipée d'un moteur 1,5 kW (400 V triphasé) avec une transmission fiable qui assure une coupe régulière sur aciers, inox et métaux non ferreux. Le serrage manuel de la pièce et le système de tension de lame garantissent une prise sûre et une durée de vie prolongée de la lame. Sa conception robuste, sa capacité de coupe généreuse (Ø 260 mm à 90°) et son archet pivotant jusqu'à 60° en font un outil destiné à un usage industriel ou artisanal exigeant.
Caractéristique
Valeur
Type de scie
Scie à ruban manuelle, descente assistée par vérin hydraulique
Capacité de coupe à 90° (rond)
Tube Ø 260 mm
Capacité de coupe à 90° (rectangle)
320 × 160 mm
Plage d'angle de coupe
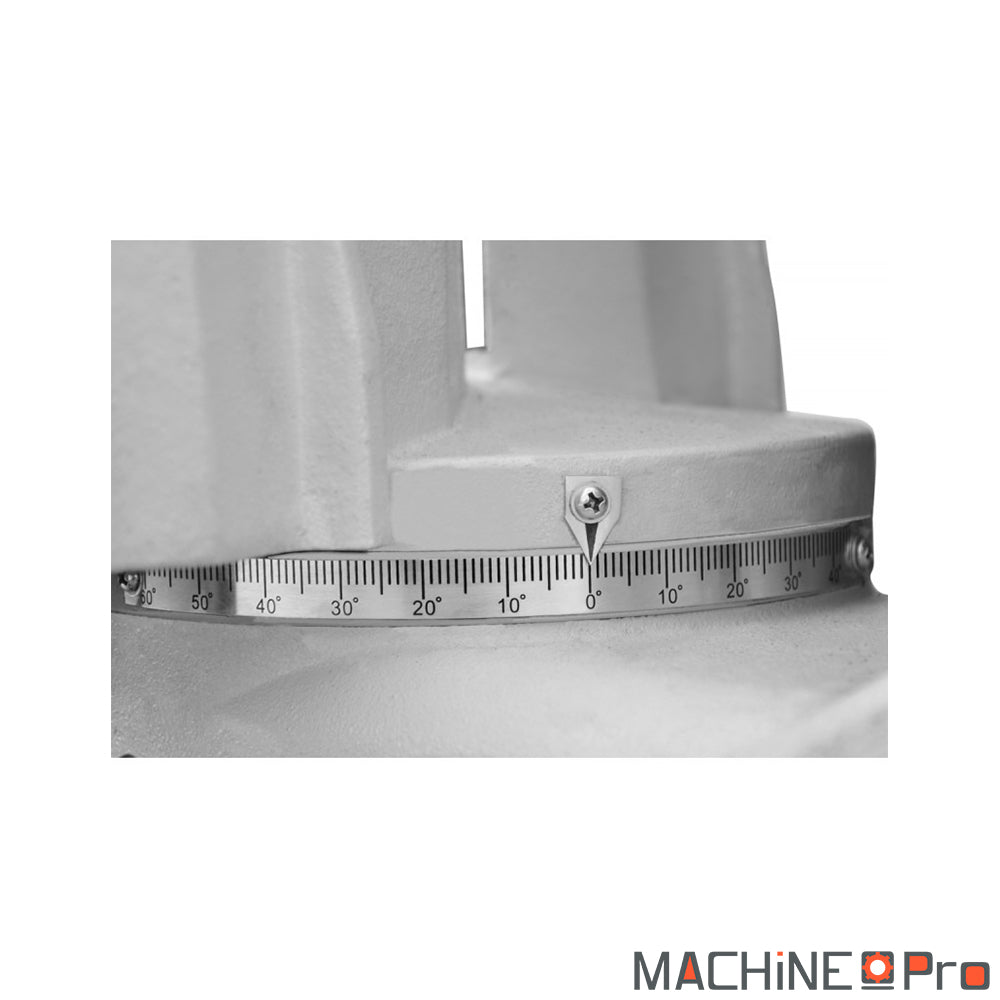
45° vers la gauche et 60° vers la droite
Vitesse de la lame
2 vitesses, 44 et 88 m/min
Dimensions de la lame
2740 × 27 × 0,9 mm
Largeur de la lame
Non communiqué
Tension de la lame
Manomètre intégré
Guidage de la lame
Roulements à billes avec patins en carbure
Descente de l'archet
Non communiqué
Puissance moteur
1,5 kW
Alimentation électrique
400 V triphasé
Système de refroidissement
Système lubrification avec pompe intégrée
Hauteur de base de l'étau
920 mm
Dimensions (L x l x H)
1400 × 880 × 1550 mm
Poids
280 kg
Quel type d'usage
Chaudronnerie en série : avec une capacité Ø 260 mm à 90°, la machine absorbe les tubes carrés 200 × 200 et les ronds pleins jusqu'à 250 mm sans peinage. Un atelier qui débite 60 à 80 longueurs par jour gagne en régularité par rapport à une scie monophasée saturant au-delà de Ø 180 mm.
Serrurerie et métallerie : l'archet pivotant 45° gauche et 60° droit évite de repositionner la pièce à chaque biais. Pour un escalier ou un garde-corps, ce gain est tangible sur un lot de 30 marches inclinées à 45°. La transmission à deux vitesses couvre l'acier doux comme l'inox 304 sans changer de lame.
Atelier de maintenance industrielle : la descente par vérin hydraulique évite que l'opérateur force sur l'archet, ce qui réduit la casse de lame sur un personnel polyvalent. Les 280 kg de masse stabilisent la machine sur dalle béton sans fixation chimique.
Centre de formation technique : l'étau hauteur 920 mm respecte les bonnes pratiques ergonomiques pour postes de travail debout, et la double vitesse permet de former les apprentis sur plusieurs matières dans la même séance.
Critères techniques décortiqués
Capacité Ø 260 mm à 90° et 135 mm à 60° : la perte en biais limite les coupes diagonales sur tubes mécaniques de gros diamètre. Au-delà de 130 mm en angle 60°, prévoir une scie à descente automatique type CORMAK BS-370H. La capacité carré 320 × 160 reste correcte pour les profilés rectangulaires couramment usinés en mécano-soudage.
Deux vitesses 44 et 88 m/min : la vitesse basse couvre aciers alliés, inox et fontes, la haute couvre aciers doux S235 et alliages d'aluminium. L'absence de variation continue oblige à choisir une denture lame compromise pour les ateliers qui alternent matières en série courte. La lame 6/10 TPI d'origine est un bon point de départ.
Puissance 2,1 kW triphasée : ce niveau de couple permet de tenir la coupe sur ronds pleins Ø 200 mm sans peinage du moteur. Un raccordement 400 V triphasé est nécessaire, ce qui ferme la porte aux ateliers sans phase disponible.
Vérin hydraulique de descente : le réglage du débit hydraulique contrôle la pression d'avance, ce qui protège la lame sur matériaux durs. Une consigne trop rapide sur inox épais cisaille la denture en quelques minutes. Le sentiment d'avance s'apprend en 8 à 15 heures d'usage encadré.
Guidage à patins carbure : les patins maintiennent la lame en position malgré l'effort latéral imposé par la coupe en biais. Ils s'usent lentement et se remplacent par paire en moins de 30 minutes, sans démontage du capot moteur.
Maintenance et longévité
Hebdomadaire (15 minutes) : vider et filtrer le bac de copeaux, vérifier la tension de lame au manomètre intégré, nettoyer les patins de guidage en carbure avec un chiffon imbibé de pétrole. Inspecter la dérive latérale de la lame sur une coupe d'essai.
Mensuel (45 minutes) : renouveler ou réajuster le liquide de coupe à 5 à 8 pour cent d'émulsion. Graisser les rotules d'articulation de l'archet à la pompe à graisse, deux coups par point. Contrôler le serrage des vis de fixation des volants de lame et tester le micro-contact de capot.
Semestriel (2 heures) : démonter et nettoyer la cuve à liquide, vérifier le débit nominal de la pompe, contrôler l'alignement des volants au comparateur. Faire vérifier la mise à la terre du moteur en milieu industriel.
Annuel (4 heures) : remplacer les patins de guidage si la trace d'usure dépasse 1 mm, contrôler les roulements à billes des volants, purger l'huile du vérin hydraulique si la descente devient saccadée.
Accessoires compatibles
Pour optimiser la coupe des métaux et étendre l'atelier autour de la HBS320, voici les compléments cohérents.
Pour le rechange des lames, consulter le catalogue de lames pour scies à ruban au format 2740 x 27 mm, 6/10 TPI bimétal pour l'inox, 4/6 TPI pour l'acier doux.
Pour passer aux cadences supérieures avec descente et serrage motorisés, opter pour la scie semi-automatique CORMAK BS-370H, étape suivante en productivité.
Pour les ateliers mixtes generant aussi de la poussiere bois, ajouter l'aspirateur Cormak DCV6500E, compact et adapte au poste.
Caractéristiques techniques
Capacité de coupe à 90° : Ø 260 mm sur tube rond. Profilé carré ou plat 320 × 160 mm. Carré plein 255 × 255 mm. Cette capacité couvre la majorité des sections rencontrées en mécano-soudage. La descente assistée par vérin hydraulique permet de tenir une coupe propre sur les gros diamètres sans forcer la lame.
Vitesses de coupe à deux paliers : 44 et 88 m/min. Le palier bas convient aux aciers alliés, inox 304 et 316, fontes mécaniques. Le palier haut couvre les aciers doux S235 et S355 ainsi que les alliages d'aluminium. Le changement de vitesse se fait par modification de la position de courroie capot ouvert. Une opération de 2 à 3 minutes machine consignée.
Archet pivotant 45° gauche et 60° droite : couvre les biais standard en serrurerie et chaudronnerie. La capacité chute logiquement avec l'angle, Ø 210 mm à 45° et Ø 135 mm à 60°. Le verrouillage angulaire utilise un repère de butée mécanique. La précision d'angle reste inférieure à 0,5° sur les positions repères.
Guidage de lame à roulements et patins carbure : les patins carbure maintiennent la lame en position malgré l'effort latéral. Ils se remplacent par paire en moins de 30 minutes. La dérive latérale mesurée sur coupe d'essai reste inférieure à 0,3 mm sur 100 mm de hauteur. La tension de lame est contrôlée par manomètre intégré.
Étau en fonte avec serrage rapide : mâchoires sur glissière réglable pour adapter la course à la section coupée. Le serrage rapide réduit le cycle pièce de 30 pour cent par rapport à un étau à vis classique. La hauteur de 920 mm respecte les bonnes pratiques ergonomiques pour postes debout. Le système maintient profilés et ronds sans risque de glissement.
Système de lubrification intégré : pompe avec réservoir et circuit de retour vers le bac à copeaux. Le débit d'arrosage se règle au robinet selon la matière et la section. La concentration recommandée d'émulsion est de 5 à 8 pour cent. Le bac se vidange et se filtre en 15 minutes lors de la routine hebdomadaire. Aucune autre alimentation externe de lubrifiant n'est nécessaire.
Avantages
Polyvalence sur matières et sections : la combinaison double vitesse et lame bimétal 6/10 TPI couvre aciers doux, aciers alliés, inox et aluminium sans changer d'outillage. Un même atelier peut alterner profilés et ronds sans réglage majeur. Le réglage de pression hydraulique compense les écarts de dureté. Cette polyvalence évite d'immobiliser deux machines distinctes en série courte.
Précision constante sur l'angle : dérive latérale inférieure à 0,3 mm sur 100 mm de hauteur coupée à condition de respecter la tension hebdomadaire. La précision reste correcte pour mécano-soudure courante. Le système de guidage à patins carbure tient la lame sur les biais 45° et 60°. Les coupes répétitives en série conservent la même cote sur 50 à 80 pièces consécutives.
Robustesse mécanique éprouvée : châssis fonte et acier soudé, masse de 330 kg qui stabilise la machine sur dalle béton. L'absence de jeu sur l'archet après plusieurs années d'usage est régulièrement citée par les utilisateurs expérimentés. Les roulements des volants sont correctement dimensionnés pour un fonctionnement intensif. Le rapport durabilité-prix reste solide face aux modèles asiatiques d'entrée de gamme.
Ergonomie de poste de travail : hauteur d'étau à 920 mm pour limiter la flexion du dos opérateur. Commandes positionnées en façade dans une zone accessible sans contournement. Le serrage rapide en fonte réduit la cadence de manipulation. Les capots amovibles facilitent l'accès aux organes internes lors des contrôles.
Réglages simples et rapides : tension de lame contrôlée au manomètre, changement de vitesse en 3 minutes, basculement d'angle d'archet avec butée mécanique. Une formation interne de 30 minutes suffit à un opérateur expérimenté pour maîtriser les réglages courants. L'ajustement de la pression hydraulique s'apprend en quelques cycles d'essai sur chutes.
Utilisations
Découpe de profilés acier en mécano-soudage : sections IPN, IPE, UPN, tubes carrés et rectangulaires jusqu'à 320 × 160 mm. La capacité couvre la majorité des éléments de structure légère et moyenne. Cycle adapté à la production de 60 à 80 longueurs par jour.
Coupe de tubes ronds et ronds pleins : diamètres jusqu'à Ø 260 mm à 90°. Adapté pour aciers de construction, aciers alliés, inox 304 et 316. La descente hydraulique limite la casse de lame sur ronds pleins de gros diamètre.
Travaux en serrurerie et métallerie : coupe d'éléments inclinés pour escaliers, rampes, garde-corps. L'archet pivotant 45° gauche et 60° droite évite le repositionnement manuel sur chaque pièce. Le rendement est tangible sur une série de 30 marches inclinées.
Atelier de maintenance industrielle : débit de pièces de rechange à la demande, tronçonnage de barres sur stock. La descente par vérin hydraulique convient à un personnel polyvalent non spécialisé en machine-outil. La stabilité au sol évite les fixations chimiques.
Questions fréquentes
Quels consommables prévoir pour la première année d'utilisation ?
Un jeu de 3 à 5 lames bi-métal M42 dans les pas de dent adaptés à vos sections (5/8 pour 30 à 80 mm, 4/6 pour 80 à 200 mm), un bidon de lubrifiant émulsion soluble 20 litres dilution 5 à 10 %, une brosse nylon de nettoyage lame. Compter aussi un kit de paliers et galets guide-lame à 1500 heures pour rester sur une coupe d'équerre.
Quelle vitesse de coupe régler selon le matériau ?
Acier de construction S235 / S355 : 88 m/min (vitesse haute). Acier allié et inox 304 : 44 m/min (vitesse basse). Aluminium et alliages cuivreux : 88 m/min (vitesse haute). Une vitesse trop élevée use prématurément la lame et glaze la dent, une vitesse trop basse provoque vibration et copeau bleui. Ajuster l'avance de descente pour obtenir un copeau enroulé brillant.
Comment se positionne la HBS320 face à la CORMAK BS-370H ?
La HBS320 est entièrement manuelle (descente assistée hydraulique mais serrage manuel), adaptée à 20-80 pièces par jour. La BS-370H est semi-automatique avec serrage et descente motorisés, capacité Ø 370 mm, conçue pour 100-200 pièces quotidiennes. La HBS320 reste pertinente pour ateliers de chaudronnerie polyvalents, la BS-370H s’impose au-delà d’une équipe de 8 personnes en production série.
Quelle capacité de coupe maximale selon l’angle d’archet ?
À 90°, la HBS320 coupe un tube Ø 260 mm ou un profilé 320 × 160 mm. À 45° (gauche uniquement), la capacité descend à Ø 210 mm ou 210 × 200 mm. À 60° droit, la limite est Ø 135 mm ou 135 × 130 mm. Ces valeurs correspondent aux profilés acier standard, prévoir une marge sur métaux durs (inox, alliages traités) ou matières très tenaces.
Quelles vitesses de coupe et pour quelles matières ?
La HBS320 propose deux vitesses : 44 m/min pour aciers alliés, inox 304/316 et fontes, et 88 m/min pour aciers doux S235, S355 et alliages d’aluminium. Pour le laiton ou le bronze, la vitesse haute convient. Le changement de vitesse se fait par modification de la position de courroie, opération de 2 à 3 minutes capot ouvert, machine consignée.
Quelle alimentation électrique et puissance moteur ?
La HBS320 fonctionne exclusivement en 400 V triphasé, avec un moteur de 1,5 kW (2 CV environ). L’intensité nominale au démarrage demande un disjoncteur 16 A courbe D ou un protecteur magnétothermique adapté. Aucune version monophasée 230 V n’existe sur ce modèle, prévoir l’adaptation de l’installation atelier si nécessaire.